
LCP塑胶原料全称LIQUID CRYSTAL POLYMER,中文名称液晶聚合物。它是一种新型的高分子材料,在熔融态时一般呈现液晶性。这类材料具有优异的耐热性能和成型加工性能。
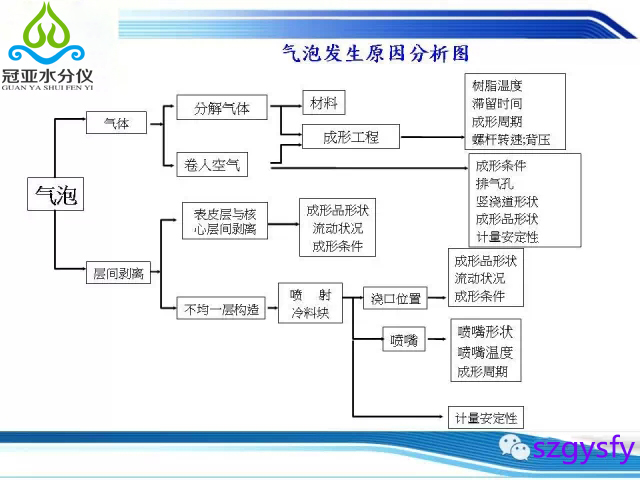
如果在注塑过程中产生气泡,需要从多个方面分析其原因
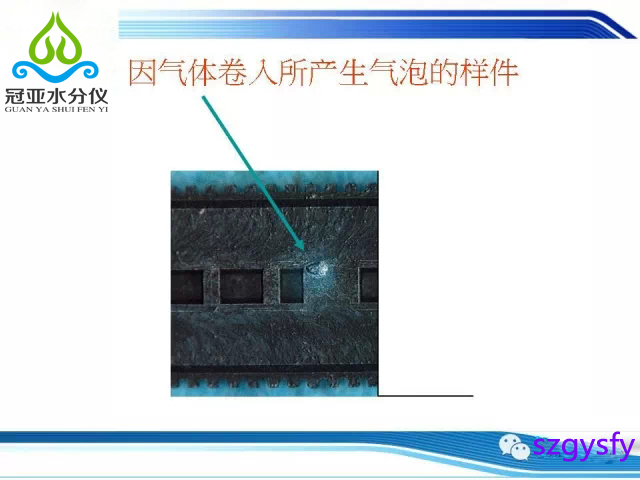
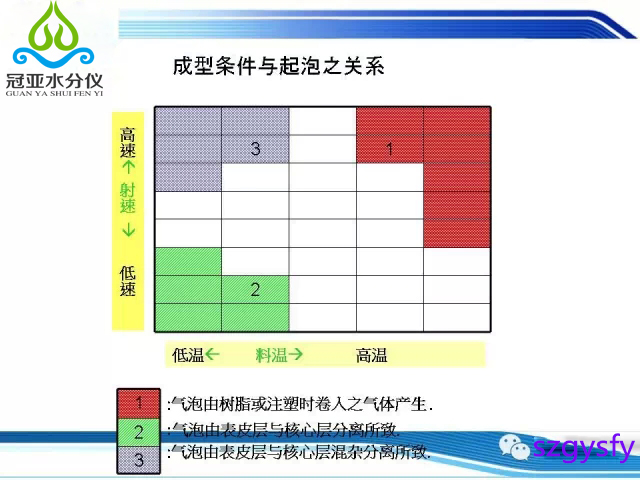
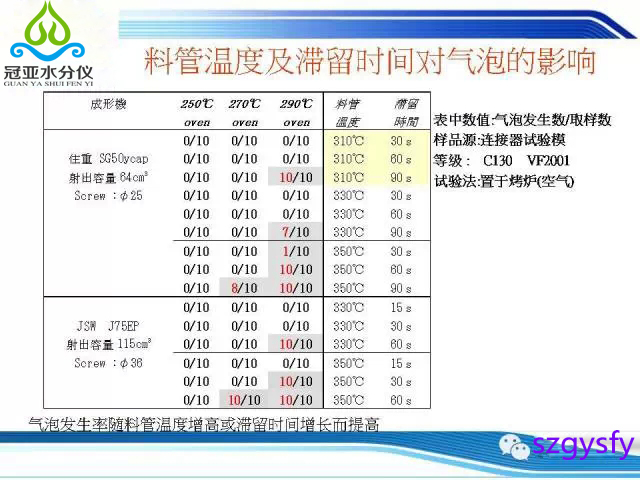
气泡发生原因之一
——注塑时卷入空气或分解气体
【发生原因】
材料分解
注塑时卷入空气
【对策】
原料制造/制程中即降低易分解成分:
①基本聚合物的预备干燥
②押出制程排气管理
射出成形工程劣化分解的防止:
①预备干燥要彻底
②料管内滞留时间尽量缩短
③降低料管温度
④料管大小要适当(依射出容量计)
气泡发生原因之二
——表皮层与核心层剥离

【发生原因】
流动抵抗增加而使表面固化层增厚
【对策】
射出速度增加
树脂温度提高
使用较小尺寸的浇道,以增加模穴内流动填充率
气泡发生原因之三
——表皮层与核心层混杂分离
【发生原因】
各皮层构造混杂不均所致(皮层薄弱)
①喷射
②冷料混入
③流动不畅所引致充填不稳定
【对策】
降低射出速度,防止喷射
变更浇点位置,防止喷射
喷嘴温度提高
使用改良型喷嘴以防止产生冷料块
扩大或增加冷料井(溢料井)

气泡发生原因检讨顺序
(1)发生位置、发生时期(成形后或焊锡后)
(2)不良率
(3)干燥条件
(4)成形条件
(5)流动状况
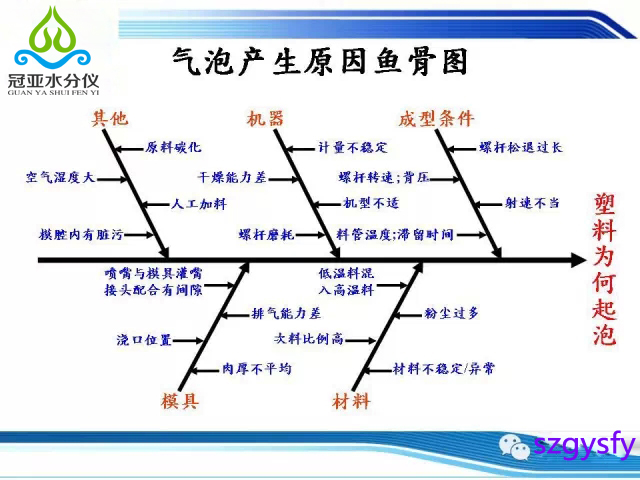
模具影响起泡改善方式
1.喷嘴与模具灌嘴接头需对准中心且紧密配合不能有间隙。
2.排气位置要开在结合线尾端。
3.浇口位置选择需考虑结合线、射压适宜、低翘曲。
4.避免胶芯肉厚不平均,必要时可采偷肉厚处理。
材料影响起泡改善方式
1.加料前须确认烘料筒内原料是否对应,换料前须把烘料筒彻底清干净。
2.定期清理烘料筒內粉尘。
3.次料比例不宜过高,次料比例太高耐温性会降低。
4.原材料不稳定/异常,请供货商协助处理或换料。
成型条件影响起泡改善方式
1.避免料管温度设定太高;滞留时间过长。
2.射速调整需考虑流动性及防止喷射。
3.螺杆转速不能太快,背压适中。
文章标签: 冠亚水分仪 塑胶水分仪 LCP塑料水分仪 注塑气泡
文章作者:联系我们-新盛娱乐客服开户注册电话18806900962
本文地址:http://www.sfy-20a.com/news/177.html
版权所有 转载时必须以连接形式注明作者和原始出处
