
冠亚塑胶水分仪(http://www.sfy-20a.com)提醒注塑企业:如何解决上一次做得好好的注塑工艺参数下次生产却不能用?
在注塑生产中,我们经常会发现这样一个现象:上次注塑生产中做得好好的,把注塑工艺参数记录下来做成工艺卡,下一次开机生产时再按上一次的工艺参数却做不出好的产品?
对此现象,有的同行说是注塑机不稳定;有的说是模温不稳定;还有的说是和除湿干燥机的性能有关,干燥程度不够.出现水分超标的现象.有的甚至全盘否定工艺卡的作用,认为工艺卡没什么指导意义。那么,真正的原因是什么呢?工艺卡有没有指导意义呢?
这个问题具有代表性,在此做一下分析。
首先,注塑机的稳定性,包括行程控制、温度控制精度与重复性是要考虑的因素。因此,注塑机要做日常点检与校验就是这个原因。但即使是最精密的注塑机,也会出现这种情况,说明注塑机的精度并不是唯一的因素,还有其它原因。这个原因就是认识上存在一个误区:认为设定的模具温度就是实际的模具温度。注塑过程中,模具是一台热交换器,塑料熔体带来热量,使模具温度升高;冷却水带走热量,使模具温度降低(当然还有热传导、热幅射)。因此模具温度也会在一定的范围内波动。
还有一个原因就是除湿干燥机的干燥效果,这个是没有办法凭经验来判定除湿的效果是否完好.这是因为随着使用时间越来越长,干燥机的性能会有所降低.这样的话,用塑胶快速水分测定仪来检测一下我们的物料是否达到注塑的要求.这样就会避免因除湿机的性能不稳定而未烘干物料造成产品质量有缺陷.
下图是注塑成型过程中模具型腔表面温度变化曲线。它可以分为两个部分,一部分为平均温度场,一部分为波动温度场。
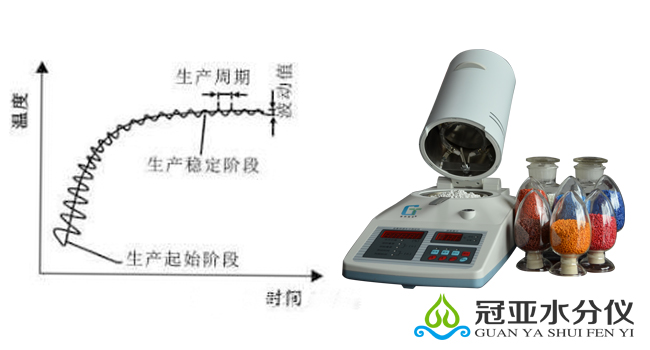
由图可知,注塑的起始阶段,模具型腔表面的温度随时间(或注塑次数)的增加而逐步升高,经历了一定次数的生产循环后,型腔表面的温度宏观上将达到一个相对稳定值,微观上呈现稳定性的周期变化。因为当注塑生产进入稳定阶段后,熔体传导给的热量与模具冷却系统带走的热量基本持平,模具温度趋于稳定。
由于注塑过程中塑料熔体带来的热量是间歇性的,使得型腔表面的温度随着注塑循环的周期性动作而发生变化,因此曲线在微观上呈锯齿形。图中的波动曲线还显示,在生产起始阶段模温的波动幅度较大,随着生产的进行,波动值逐步减小,最终波动值趋于稳定。波动值越小,意味着模具温度场越稳定,注塑重复性越好。
我们注塑工艺参数一般是在注塑进入稳定状态后制作的,但在注塑初期即使用这种参数,常常得不到好的产品,最主要的是注塑初期的模具温度没有稳定状态下的模具温度高。因此,常常会出现产品不满胶、缩水、夹水纹明显等缺陷。如果对工艺参数进行修正,如加大射胶压力、速度或升高料温,开始能得到好的产品,但随着生产的进行,过一段时间模温达到稳定状态后,又会出现披锋,顶白等过填充现象。这时再用稳定状态下的工艺参数就适用了。
因此,注塑初期,对原来的工艺卡上的参数进行适量的修正是正确的,当注塑进入稳定状态后再回到原来的注塑参数也是正确的,这是注塑过程中模温所处的状态不同所致。
